Autor:
Charles Brown
Data Creației:
6 Februarie 2021
Data Actualizării:
16 Mai 2024
Conţinut
Sudura TIG (Tungsten Inert Gaz) utilizează un electrod de tungsten pentru încălzirea metalului, în timp ce gazul argon protejează sudura de impurități. Această tehnică produce o sudură curată și de înaltă calitate la majoritatea metalelor, inclusiv oțel, oțel inoxidabil, oțel crom-molibden, aluminiu, aliaje de oțel cu nichel, magneziu, cupru, alamă, bronz și aur. Urmați pașii de mai jos pentru a porni și utiliza mașina de sudare TIG.
paşi
Metoda 1 din 3: Configurarea mașinii de sudat TIG
Puneți echipamentul de siguranță. Înainte de a folosi orice mașină de sudare, asigurați-vă că purtați ochelari de protecție, îmbrăcăminte ignifugă și o mască de sudură cu protecție pentru ochi.
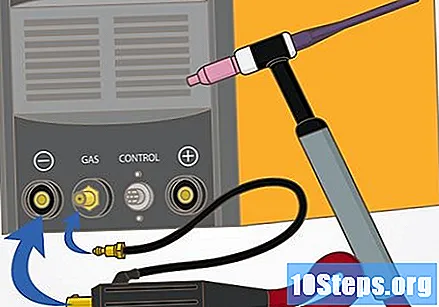
Conectați lanterna TIG. Toate torțele TIG au o duză ceramică pentru ghidarea argonului, un manșon de cupru pentru a ține electrodul și un sistem de răcire. Utilizați adaptorul din pachetul dvs. accesoriu pentru a conecta lanterna la fața mașinii de sudat.
Conectați pedala la mașină. Pedala este folosită pentru a controla temperatura de sudare.
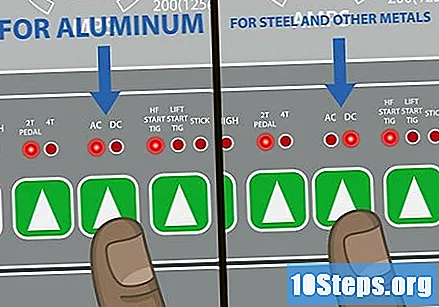
Alegeți polarizarea. Acest lucru depinde de tipul de material pe care îl sudați. Dacă doriți să sudați aluminiu, setați polarizarea mașinii de sudat la curent alternativ (AC). Cu toate acestea, dacă doriți să sudați alte materiale, setați aparatul de sudare pe electrod negativ cu curent continuu (DCEN).- Dacă mașina are opțiunea de a schimba frecvența, vor fi necesare anumite ajustări în funcție de materialul care trebuie sudat. Pentru aluminiu, mașina trebuie să rămână la o frecvență ridicată pe toată durata procesului de sudare. În cazul oțelului, frecvența trebuie să fie ridicată numai la începutul sudurii.
Conturați tungstenul. Grosimea metalului care trebuie sudat și curentul electric sunt factori care determină diametrul tijei de wolfram. Ascutiti in directie de-a lungul circumferintei tungstenului, nu direct spre capete.- Folosiți un polizor pentru a ascuți electrodul de wolfram. Ascutiti electrodul astfel incat varful sa fie in aceeasi directie cu rotirea emery-ului.
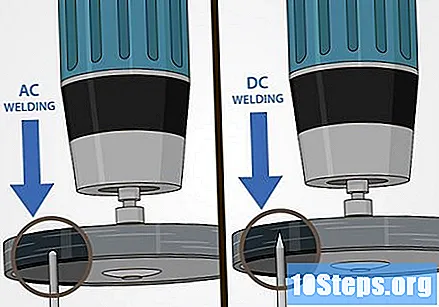
- Când sudați cu curent alternativ, lăsați tungstenul rotunjit; când folosiți curent continuu, lăsați-l cu un punct ascuțit.
- Dacă aveți de gând să efectuați o sudură cu file, ascuțiți electrodul astfel încât să aibă un vârf subțire de cinci până la șase milimetri.
Configurați debitul de gaz. Pentru lipire, utilizați argon pur sau un amestec, cum ar fi argonul cu heliu. Scoateți capacul de plastic.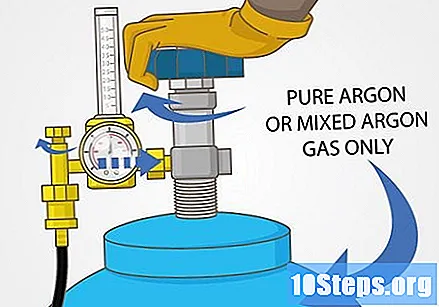
- Deschideți și închideți supapa de gaz pentru a elimina orice murdărie care este în conductă.
- Atașați regulatorul de gaz, apoi înșurubați piulița în timp ce răsuciți regulatorul; faceți acest lucru până când regulatorul este atașat în siguranță.
- Strângeți regulatorul folosind o cheie; asigurați-vă că supapa regulatorului este complet deschisă.
- Conectați furtunul de gaz și contorul, apoi deschideți robinetul cilindrului. Când deschideți robinetul, asigurați-vă că faceți acest lucru ușor, deschizându-l puțin câte puțin. De obicei este suficientă o deschidere de sferturi.
- Căutați eventualele scurgeri de-a lungul conductei; căutați orice zgomot de scurgere sau folosiți un spray de detectare a scurgerilor.
- Reglați debitul de gaz prin supapa de reglare. Fluxul de gaz variază în funcție de proiect; mulți folosesc un debit între 4 și 12 litri pe minut.
Configurați amperajul. Amperajul vă permite să reglați controlul pe care îl veți avea în timpul procesului de sudare.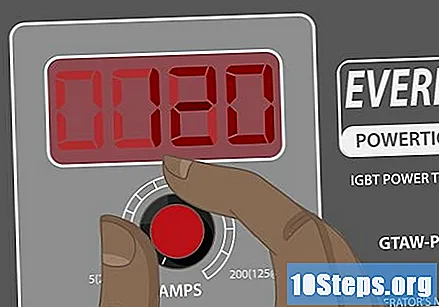
- Cu cât metalul care trebuie sudat este mai gros, cu atât este mai mare amperajul.
- Cu cât ești mai coordonat cu pedala, cu atât amperajul poate fi mai mare.
- Iată câteva proporții convenționale, grosimea materialului x curent: 1,6 mm, între 30 și 120 amperi; 2,4 mm, între 80 și 240 amperi; 3,2 mm, între 200 și 380 amperi.
Metoda 2 din 3: Sudarea metalului
Curățați metalul care va fi sudat. Suprafața trebuie curățată de orice murdărie.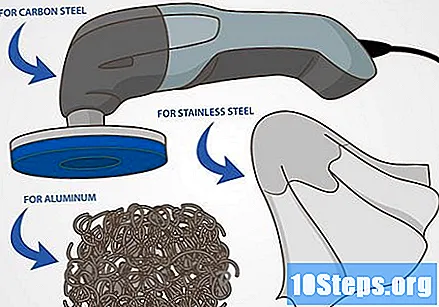
- Dacă lucrați cu oțel carbon, folosiți o șlefuitor pentru a păstra materialul curat.
- Pentru aluminiu, cel mai bine este să treceți o perie din oțel inoxidabil.
- Pentru oțel inoxidabil, curățați zona de sudură cu un pic de solvent pe o cârpă. Asigurați-vă că depozitați solventul și alte substanțe chimice într-o zonă sigură înainte de a începe sudarea.
Introduceți tungstenul în priza sa. Slăbiți partea din spate a clemei electrodului, introduceți electrodul de tungsten și fixați din nou partea din spate. Este posibil ca electrodul să fie la cel puțin 6 mm în afara clemei.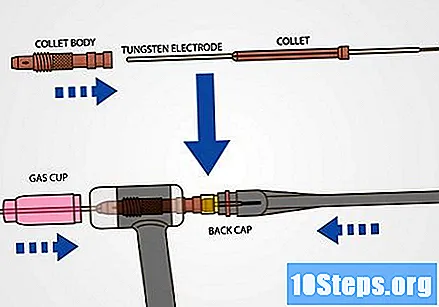
Alăturați-vă părților care vor fi soled. Alăturați-vă piesele folosind un suport C sau un pătrat de fier.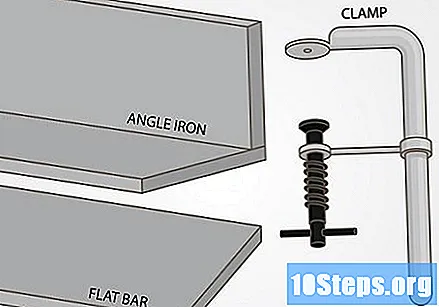
Alăturați-vă piesele folosind picături de lipit. Acest lucru va ajuta la menținerea pieselor împreună în timp ce efectuați sudura finală. Lăsați câțiva centimetri între picăturile de sudură.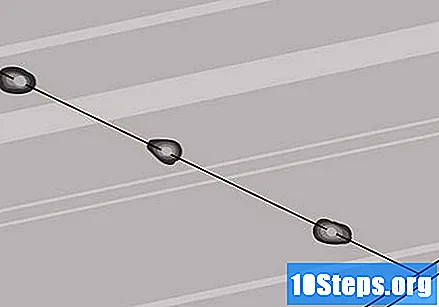
Țineți lanterna TIG. Asigurați-vă că îl țineți la un unghi de 75 de grade și la puțin mai mult de 6 mm de piesă.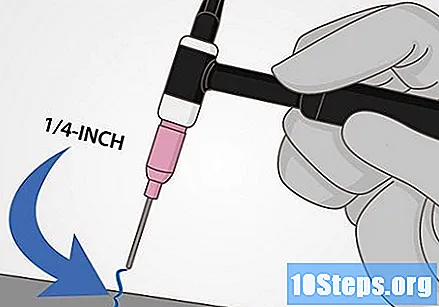
- Nu permiteți tungstenului să atingă bazinul de sudură, altfel acesta va contamina materialul.
Practicați controlul temperaturii folosind pedalele. Bazinul de sudură trebuie să aibă o lățime de 6 mm. Este important să păstrați bazinul de sudură la o dimensiune consistentă, astfel încât linia de sudură să fie consistentă.
Țineți tija de umplere de lipit cu cealaltă mână. Țineți-l într-un unghi de 15 grade față de piesă.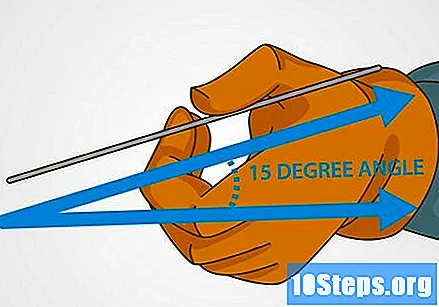
Folosiți lanterna TIG pentru a încălzi metalul de bază. Temperatura arcului electric va crea baltă de metal topit. Este în această baltă unde are loc sudarea.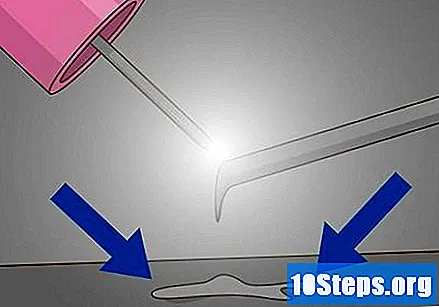
- Când bazinul de sudură înconjoară cele două bucăți de metal, adăugați puțin materialul de umplere pentru a evita aglutinarea.
- Tija de umplere va crea un strat mai consolidat pentru sudura dvs.
Folosind arcul de sudare, mutați bazinul de sudură în direcția dorită. Spre deosebire de sudarea MIG, unde duceți bazinul de sudură spre unde este îndreptat lanterna, în sudura TIG împingeți puful în direcția opusă a torței.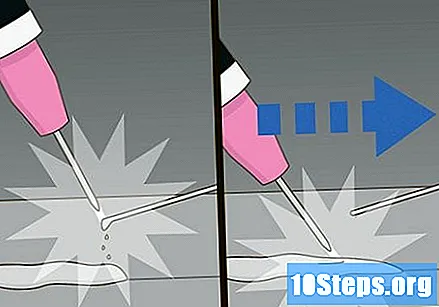
- Pentru a vă imagina mișcarea pe care o veți efectua, imaginați-vă o persoană stânga folosind un stilou. În timp ce o persoană dreaptă ar scrie trăgând pixul, într-un unghi spre dreapta (cum ar fi o sudură MIG), persoana stângă ar înclina stiloul spre stânga, dar ar trage în continuare stiloul spre dreapta.
- Continuați să avansați bazinul de sudură până când întreaga zonă dorită este sudată. Acolo, ai făcut o sudură TIG!
Metoda 3 din 3: Învățarea diferitelor tipuri de sudură
Încercați o sudură file. Luați regulile de sudare TIG atunci când faceți o sudură cu file. Acest tip de sudură constă în îmbinarea a două metale la un unghi dat. Unghiul dintre piese trebuie să fie între 45 și 90 de grade; pentru a efectua sudura, creați puțul de sudură în colț, între bucăți. Sudura fileului ar trebui să arate ca un triunghi dacă este privită din lateral (sau dintr-o vedere în secțiune).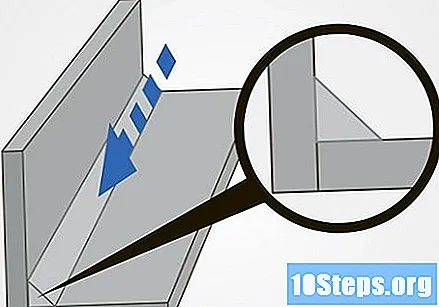
Sudură suprapusă. Lăsați o bucată suprapusă alteia, apoi creați bazinul de sudură unde se întâlnesc piesele. Când cele două părți metalice se îmbină, adăugați materialul de umplere în baltă.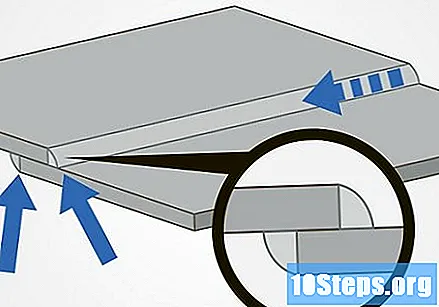
Faceți o sudură T cu două bucăți. Înclinați lanterna într-un punct în care încălzește direct zona de sudură. Țineți un arc scurt când extindeți electrodul în afara conului ceramic. Poziționează tija de umplere în punctul în care se întâlnesc cele două părți.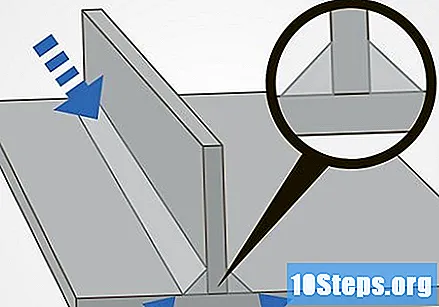
Sudură în colț. Începeți sudarea în punctul în care se întâlnesc cele două piese. Păstrați bazinul de sudură la joncțiunea celor două piese. Veți avea nevoie de o cantitate semnificativă de material de umplere pentru a efectua o sudură în colț, deoarece piesele nu se vor suprapune.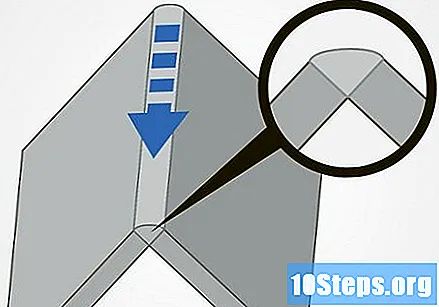
Creați o sudură cu fund. Creați bazinul de sudură chiar la joncțiunea dintre cele două piese metalice. Acest tip de sudare este mai dificil, deoarece piesele nu se suprapun. După ce ați terminat de asamblat piesele, coborâți lanțul mașinii de sudat pentru a umple craterul care se va forma.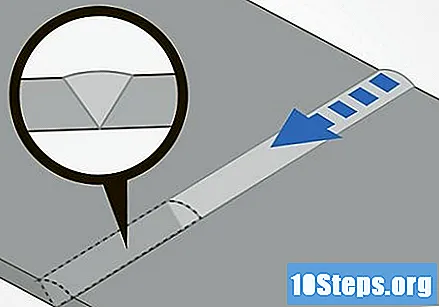
Avertizări
- Nu folosiți argon amestecat cu CO2 în sudura TIG. CO2 este un gaz activ care va distruge electrodul de wolfram.
- Folosiți o mască de sudură care are un ecran întunecat, potrivit pentru sudare.
- Purtați mănuși de izolare uscate înainte de a porni mașina de sudare.
- Sub masca de sudare, purtați ochelari de protecție cu protecție laterală.
- Purtați îmbrăcăminte și cizme rezistente la flacără întărite când folosiți mașina de sudat.
sfaturi
- Dacă metalul care va fi sudat este curat, nu se vor produce scântei în timpul procesului de sudare.
- Sudarea TIG se poate face în toate pozițiile, orizontal, vertical și chiar deasupra capului.
- Secretul sudării TIG este în bazinul de sudură, care este format atât din materialul aditiv, cât și din metalul sudat.
- Sudarea TIG nu produce fum sau aburi. Dacă apare fum sau abur în timpul sudării, este un semn că trebuie să curățați mai bine metalul fiind sudat.
- Nu există zgură în sudura TIG; prin urmare, viziunea dvs. asupra bazinului de sudură nu va fi obstrucționată.
- Dacă rezervorul de gaz este aproape de capăt, crește fluxul de argon, deoarece amestecul de gaz nu este atât de pur la sfârșitul rezervorului.


